
What Is Process Failure Mode and Effects Analysis (PFMEA)?
Process failure mode and effects analysis (PFMEA) is an essential tool in industries where process reliability and product quality are critical. It involves a detailed analysis of process steps to uncover potential points of failure and assess their effects on the overall process. This analysis includes:
- Identifying Failure Modes: Determine how a process can fail at each step.
- Assessing Effects: Evaluate the consequences of each failure on the process and the final product.
- Prioritizing Risks: Assign a Risk Priority Number (RPN) based on the severity, occurrence, and detection of each failure mode.
- Implementing Actions: Develop and implement strategies to reduce or eliminate high-risk failure modes.
While a failure mode and effects analysis (FMEA) identifies equipment failures and potential breakdowns, a PFMEA looks at the manufacturing process as a whole. Portions of the process examined could include purchasing raw materials, storage, manufacturing, assembly, packaging, and shipping.
PFMEA is a systematic approach used to identify and evaluate potential failures in a manufacturing or business process. The goal of PFMEA is to improve processes by identifying failure modes, assessing their impact, and implementing corrective actions to mitigate risks. By examining each step in a process, PFMEA helps organizations enhance reliability, improve quality, and prevent defects before they occur.
The PFMEA process is collaborative, involving cross-functional teams that bring diverse perspectives to identify potential issues comprehensively. This collaboration ensures that all possible failure modes are considered and addressed effectively.
PFMEA vs FMEA
While PFMEA is a specific type of Failure Mode and Effects Analysis (FMEA), it’s important to understand the differences and similarities between PFMEA and FMEA.
FMEA: FMEA is a broad methodology used to identify potential failure modes in both product designs and processes. It encompasses various types, including Design FMEA (DFMEA) and Process FMEA (PFMEA).
- Application: Applied to both product development and manufacturing processes to improve reliability and quality.
- Focus: Can be used for analyzing product designs (DFMEA) and processes (PFMEA).
PFMEA: PFMEA specifically focuses on identifying and addressing potential failures in manufacturing or business processes. It aims to improve process reliability and efficiency.
- Application: Primarily used in manufacturing and production environments to ensure that processes are robust and free from defects.
- Focus: Concentrates on process steps and operations, identifying failure modes that could impact the process flow and product quality.
Design FMEA and Process FMEA: Key Differences
- Scope: DFMEA focuses on the design of products and their components, while PFMEA is concerned with the processes used to manufacture products.
- Objective: DFMEA aims to improve product design and reliability, whereas PFMEA aims to optimize process reliability and efficiency.
- Application Stage: DFMEA is typically conducted during the product design and development phase, while PFMEA is applied during process development and manufacturing.
Both DFMEA and PFMEA are integral to an organization’s quality management system, working together to ensure that both product designs and manufacturing processes are robust, reliable, and meet customer expectations.
Importance of PFMEA in Risk Assessment
As a proven process to identify, assess, and mitigate potential process failures, PFMEA is an essential component of your risk mitigation strategy. That’s because it allows you to:
- Uncover potential failure modes that could significantly impact development and production costs, health and safety issues, and more
- Analyze potential failures and rank criticality to prioritize solutions
- Determine production process improvements to reduce failures and enhance productivity
- Implement mitigation strategies, including a blend of corrective actions and preventive actions
- Adopt a continuous improvement approach across processes
This powerful quality risk assessment tool can save time and money while improving safety and customer satisfaction.
When To Perform PFMEA
A PFMEA can be time consuming. Due to its in-depth nature, it often requires a significant number of working hours and involves pulling team members from many departments.
Conducting a PFMEA for every process throughout the company doesn’t usually need to be performed regularly. But in some instances, performing a PFMEA can significantly reduce risks and improve processes. Examples include:
- When there’s a failure: A PFMEA should be completed when there’s a failure, especially when it’s impactful and your company wishes to avoid similar failures in the future.
- When there’s a change in equipment: For example, a PFMEA is needed if multiple machines on the production line have been replaced with newer models. In this case, your team may need to adjust maintenance schedules, spare parts inventory, and production time expectations in order to successfully resume operations with the new equipment.
- When there are process changes: A PFMEA should also be completed when new processes are introduced or current processes are significantly changed.
- After quality issues: If a process has experienced quality issues, PFMEA can be used to analyze the root causes and implement corrective actions to prevent recurrence.
- Compliance requirements: In industries with stringent regulatory requirements, PFMEA ensures that processes meet safety and quality standards.
By using PFMEA in these scenarios, organizations can proactively manage risks, enhance process reliability, and maintain high safety and quality standards.
Industries That Commonly Use PFMEA
PFMEA is widely used across various industries where process reliability and product quality are critical. Here are some industries that commonly implement PFMEA:
- Automotive Industry:
- PFMEA is used extensively to ensure the reliability and safety of automotive manufacturing processes. From assembly lines to component manufacturing, PFMEA helps identify and mitigate risks that could lead to defects or failures in vehicles.
- Common Application: Automotive manufacturers use PFMEA to analyze processes such as engine assembly, paint application, and welding, ensuring high-quality and defect-free production.
- PFMEA is used extensively to ensure the reliability and safety of automotive manufacturing processes. From assembly lines to component manufacturing, PFMEA helps identify and mitigate risks that could lead to defects or failures in vehicles.
- Aerospace Industry:
- The aerospace industry relies on PFMEA to maintain stringent quality and safety standards in the production of aircraft components and systems. PFMEA helps identify potential process failures that could compromise the performance and safety of aircraft.
- Common Application: Aerospace manufacturers use PFMEA to analyze processes such as turbine blade manufacturing, composite material fabrication, and avionics assembly, ensuring that each process step meets the highest standards.
- The aerospace industry relies on PFMEA to maintain stringent quality and safety standards in the production of aircraft components and systems. PFMEA helps identify potential process failures that could compromise the performance and safety of aircraft.
- Pharmaceutical Industry:
- PFMEA is critical in the pharmaceutical industry to ensure the consistency and quality of drug manufacturing processes. It helps identify and control risks that could affect the efficacy and safety of pharmaceutical products.
- Common Application: Pharmaceutical companies use PFMEA to analyze processes such as tablet compression, sterile filling, and packaging, ensuring that each step adheres to strict regulatory requirements and quality standards.
- PFMEA is critical in the pharmaceutical industry to ensure the consistency and quality of drug manufacturing processes. It helps identify and control risks that could affect the efficacy and safety of pharmaceutical products.
- Electronics Industry:
- The electronics industry uses PFMEA to enhance the reliability and quality of manufacturing processes for electronic components and devices. PFMEA helps identify potential process failures that could impact product performance and durability.
- Common Application: Electronics manufacturers use PFMEA to analyze processes such as PCB assembly, soldering, and testing, ensuring high-quality and reliable electronic products.
- The electronics industry uses PFMEA to enhance the reliability and quality of manufacturing processes for electronic components and devices. PFMEA helps identify potential process failures that could impact product performance and durability.
- Food and Beverage Industry:
- PFMEA is used in the food and beverage industry to ensure the safety and quality of production processes. It helps identify potential hazards and implement controls to prevent contamination and ensure product consistency.
- Common Application: Food and beverage companies use PFMEA to analyze processes such as mixing, cooking, and packaging, ensuring that each step meets food safety standards and quality requirements.
- PFMEA is used in the food and beverage industry to ensure the safety and quality of production processes. It helps identify potential hazards and implement controls to prevent contamination and ensure product consistency.
PFMEA Example
To understand the PFMEA process, consider the following example of a PFMEA in a manufacturing plant:
A manufacturing team performs a thorough review of a specific process on the production line. During the review, they discover a potential failure: There is a risk that a specific chemical needed for production may run out. If that happens, production would come to a grinding halt.
The importance of having the required amount of this chemical is very high, so the team decides to rank its severity as a 10. Due to the short shelf life of the chemical, this shortage has occurred several times over the past few years, so the team ranks the occurrence at a 5. Detection can be challenging because having the chemical on hand doesn’t necessarily mean that it’s usable, so the team ranks that at a 6, resulting in an RPN of 300.
Together, the team analyzes the needs of the company, the shelf life of the chemical, and the difficulties of acquiring it, and determines that they can successfully predict the volume of chemical they need to order on a weekly basis. Then, the team can create automated ordering, better inventory management, or other processes to ensure they will never be short of this critical chemical.
Potential Failure Modes in Processes
Failure modes refer to the ways in which an asset or material could malfunction, break down, or otherwise fall short of achieving its intended purpose.
In order to take the right corrective actions, you need to know what type of failure you’re experiencing, what caused it, and the impact to your operation.
Types of Failure Modes and Their Causes
Process failure modes may be inherent in your materials or equipment (such as a manufacturing defect), develop over time, or result from process or operator issues. No matter the type, cause, or effect, you’ll lose time, money, and energy to any of these failure modes.
Raw Material Failure Modes
Issues with your production materials can cause failure at any point during production may result from:
- Contamination and impurities
- Poor composition
- Inconsistent quality
- Incompatibility with other raw materials or equipment on your production line
Design Failure Modes
Even with the best materials, processes, and employees, design flaws like these can ruin your final product:
- Incorrect measurements
- Failure to account for variations in production
- Missed steps during design
- Improper documentation
- Poor quality control measures
Environmental Failure Modes
The environment inside and outside of your facility has serious implications for production. Environmental factors that can lead to failure include:
- Pests
- Chemicals
- Inconsistent or extreme temperatures
- Inconsistent or extreme humidity
Asset Management Failure Modes
Improper equipment maintenance and asset management problems can lead to failure and breakdowns caused by:
- New or unusual vibrations
- Overheating
- Parts failure
- Infrequent inspections
- Insufficient preventive maintenance
- Overreliance on corrective maintenance
Operator Failure Modes
Human errors are a major contributor to manufacturing failures. Causes of operator failure include:
- Inadequate training
- Insufficient or absent retraining
- Failure to document and/or follow proper procedures
- Carelessness
- Insufficient quality control measures
Effects of Common Failure Modes
Across types and causes, failure modes have similar potential effects for internal and external customers, employees, business operations, and even the environment. Potential effects include:
- Products with incorrect sizing, deformities, inadequate packaging, durability issues, or limited functionality
- Unexpected downtime and production delays
- Potential damage to assets and equipment on the production line
- Possible health and safety risks for employees and/or external customers
- Environmental impacts, including wasted materials, unsustainable practices, and pollution
Benefits of PFMEA
By performing a PFMEA, manufacturers can identify current or potential process issues. The benefits of performing a PFMEA can include reduced downtime, increased outputs, increased reliability, improved customer satisfaction, and improved employee safety. A PFMEA is most successful when failures are identified and then prevented or reduced through new procedures, policies, or other steps that reduce the likelihood of occurrence. A PFMEA should be continually used and improved (or updated) as needed. As your team continues making process improvements, you should see a reduced impact from failures across the manufacturing floor, including decreased downtime and quality improvements.
Let’s take a closer look at the major benefits of running a Process Failure Modes Effects Analysis:
Enhanced Process Reliability: PFMEA helps identify and address potential process failures, reducing the likelihood of unexpected breakdowns and disruptions. Running PFMEA ensures smooth and consistent operations, minimizing downtime and production delays.
Improved Product Quality: By identifying failure modes that could impact product quality, PFMEA helps implement corrective actions to prevent defects. PFMEA leads to high-quality products that meet customer expectations and regulatory standards.
Cost Savings: Proactively addressing potential failures through PFMEA can prevent costly rework, scrap, and warranty claims, reducing overall production costs and increasing profitability.
Risk Mitigation: PFMEA systematically identifies and prioritizes risks, allowing organizations to implement effective controls and mitigation strategies. This minimizes the impact of process failures on operations and product quality.
Compliance With Standards: PFMEA helps ensure compliance with industry standards and regulatory requirements by identifying and addressing potential process risks — avoiding fines, legal issues, and reputational damage associated with non-compliance.
Improved Communication and Collaboration: PFMEA involves cross-functional teams, fostering collaboration and communication across different departments. This enhances problem-solving capabilities and ensures that all perspectives are considered in the analysis.
Continuous Improvement: PFMEA promotes a culture of continuous improvement by regularly reviewing and updating the analysis based on process changes and new information, which keeps processes optimized and responsive to evolving business needs.
Customer Satisfaction: By ensuring high-quality products and reliable processes, PFMEA contributes to increased customer satisfaction and loyalty. A strong reputation for quality and reliability leads to repeat business and positive word-of-mouth.
A computerized maintenance management system, or CMMS, can help your team manage these improvements by providing maintenance scheduling, inventory management, and workflows, and giving your team the tools they need to improve processes across your plant. To learn more about CMMS solutions, read our blog post or try a free demo of the award-winning eMaint CMMS.
Drawbacks of PFMEA
Maintenance teams sometimes overlook PFMEA or dismiss it as an administrative process. That’s a misunderstanding of the PFMEA meaning. Done right, PFMEA is one of the most valuable maintenance metrics around. However, getting it right means overcoming its built-in challenges. Here are some of the typical drawbacks of PFMEA.
Time and Resource Intensive: PFMEA requires in-depth analysis and documentation. Ideally, it should be performed at regular intervals; this can feel like a considerable burden, especially for lean maintenance teams.
Requires Significant Data: PFMEA assessments need high-quality data to be accurate. The PFMEA example worksheet asks for historical data, asset failure modes, maintenance records, and more. Depending on your maintenance program, you may not have access to all that data.
Potentially Subjective: Depending on how you implement it, PFMEA can be subjective — heavily based on the hunches and theories of your maintenance crew. That subjectivity might lead to inaccurate results and missed failure modes, and it might be why some teams prefer FMEA vs PFMEA.
Establishing a strong single source of maintenance data will correct most of the above challenges. With the right data, PFMEA is a reliable and valuable maintenance metric — and your CMMS can help.
Your CMMS acts as a central repository for work order histories, condition monitoring data, and other key information necessary to calculate PFMEA correctly. Beyond that, a CMMS makes it easier to calculate a range of maintenance metrics, so you have a full picture of facility-wide asset health.

How To Run PFMEA: A Step-by-Step Guide
PFMEA works by analyzing at each process and determining how it could go wrong. Those working on the PFMEA will name all the effects that could occur if that failure happens. For each process, the failures are ranked on:
- Severity – The impact of the failure, with 1 being least impactful and 10 being most impactful
- Occurrence – The likelihood of the failure happening, with 1 being very unlikely and 10 being highly likely or certain
- Detection – The chance that the failure will be detected, with 1 being easily detected and 10 being extremely difficult to detect
Usually, the PFMEA is completed in a spreadsheet. Then, the three numbers are multiplied together to produce a risk priority number (RPN):
RPN = Severity x Occurrence x Detection
Once the potential failures have been discovered and their severity ranked, the process of failure mitigation can begin. Often, it makes the most sense to try to avoid or reduce the risks for the higher RPN numbers first. In a PFMEA for manufacturing companies, the effects can include anything from inability to manufacture, slowed manufacturing, inability to meet production goals, end-user dissatisfaction, and everything in between.
PFMEA follows a structured methodology to systematically identify and address potential failures in a process. Here’s how to conduct a PFMEA in eight stages:
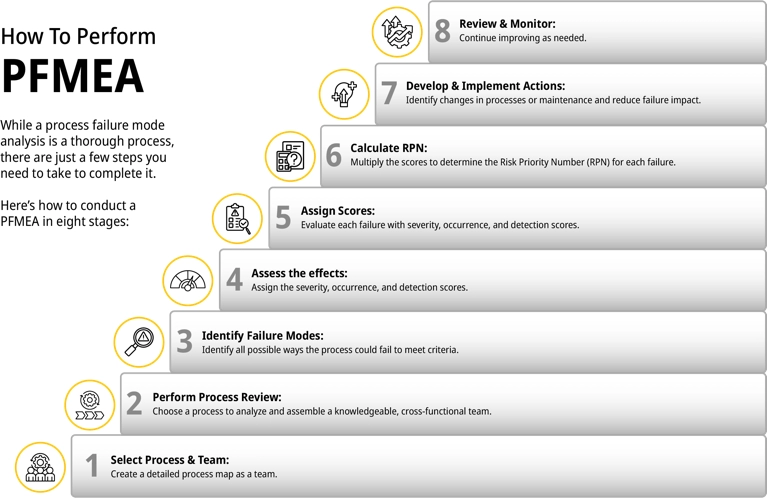
Step 1: Choose a Process and Assemble a Cross-Functional Team
Select a process to analyze, and with it, a cross-functional team of people involved in that process. The team members should be knowledgeable enough to give insightful input. They should have access to historical data and hands-on experience that can assist with completing the PFMEA.
Step 2: Map Out the Process in Question
As a team, perform a process review. Start by mapping out the entire process, breaking it down into individual steps or operations. This provides a clear understanding of the process flow and highlights critical points where failures could occur.
Step 3: Identify Potential Failure Modes
For each process step, identify all possible ways the process could fail to meet specifications or performance criteria.
- Example: In a painting process, a failure mode could be improper paint adhesion due to surface contamination.
Step 4: Assess the Effects of Failures
Determine the potential effects of each failure mode on the process and the end product. Consider the impact on quality, safety, performance, and customer satisfaction.
- Example: Poor paint adhesion could lead to product rejection, increased rework costs, and customer dissatisfaction.
Step 5: Assign Severity, Occurrence, and Detection Rankings
Rate each failure mode based on its severity (impact), occurrence (likelihood), and detection (ability to detect before it reaches the customer).
- Example: A failure mode with high severity, high occurrence, and low detection would be prioritized for corrective actions.
Step 6: Calculate Risk Priority Number (RPN)
Calculate the RPN by multiplying the severity, occurrence, and detection ratings. Calculate the RPN by multiplying the severity, occurrence, and detection rankings. This numerical value helps prioritize which failure modes need the most attention.
- Example: If a failure mode has a severity rating of 8, occurrence rating of 6, and detection rating of 3, the RPN would be 144 (8 x 6 x 3).
Step 7: Develop and Implement Corrective Actions
Together, identify changes in processes, employee education, maintenance, or other areas that help address and reduce the likelihood and/or impact of the high-risk failure modes discovered. These actions could involve process redesign, additional controls, or enhanced testing procedures.
- Example: To address poor paint adhesion, actions might include improving surface cleaning procedures or implementing a more robust quality inspection process.
Step 8: Review and Monitor
Continuously review the PFMEA results and monitor the effectiveness of the implemented actions. Update the PFMEA as needed to reflect changes in the process or new failure modes.
- Benefit: Ensures that the PFMEA remains relevant and effective in preventing failures over time.
By following these steps, organizations can effectively implement PFMEA to identify and mitigate risks in their processes, enhancing overall reliability and quality.
PFMEA Risk Evaluation and Mitigation Strategies
What strategies and techniques can you use during the PFMEA process? Learn more about effective ways to carry out each stage of the PFMEA process.
Process Mapping Techniques: Process Flow Diagrams and PFMEA Worksheets
To illustrate each stage of your manufacturing processes, you can use a process flow diagram (PFD). It shows all inputs (raw materials, efforts, funds), outputs (end products), and stages (what your team and assets do) in detail.
PFDs are helpful because they make it easy to see every component of your process at a glance. And that’s critical when identifying risks in the next stages of the PFMEA process.
Next, PFMEA worksheets guide you through the remaining steps of the process. For each process step, you’ll assess potential failure modes, effects, causes and contributing factors, current actions, RPN, and recommended actions. The more comprehensive your worksheet, the more strategic your solutions can be.
Root Cause Analysis: Techniques To Identify Failure Modes
Root cause analysis (RCA) is the overarching process of exploring failures by defining the problem, gathering data, identifying contributing factors, identifying the cause, implementing the right corrective actions, and monitoring for improvements. Here are some popular techniques to perform RCA.
Fault Tree Analysis
Fault tree analysis is a visual tree-inspired map of the relationships that can lead to potential system failure. Start with your failure event at the top of the tree and add branches for each potential cause and contributing factor. Create sub-branches for related factors and new branches for unrelated ones. This in-depth failure analysis is helpful for complex and high-risk failures.
Cause-and-Effect Diagrams
Cause-and-effect diagrams such as fishbone diagrams, also known as Ishikawa diagrams, are another visual representation of potential failure modes. Similar to fault-tree analysis, these diagrams place potential failures at one end of the diagram as a fish head, then build out a skeleton of fish bones for related causes.
The Five Whys
The Five Whys or 5Y method lets teams get to the root of potential failure modes through inquisitive questioning. Start with the most obvious layer, then continue to ask, “Why?” For example:
The machine failed unexpectedly.
Why? The bearings on the asset wore out prematurely.
Why? There wasn’t enough lubrication.
Why? Lubricant in the pump ran out.
Why? We missed the previous inspection and preventive actions.
Why? Emergency maintenance takes precedent, removing resources from preventive maintenance.
By continuing to ask “Why,” you’ll reach the root of the problem. That way, you’ll strategically implement the right solution.
Techniques To Interpret RPN Values
Once you’ve calculated RPNs, you must decide on your thresholds for prioritization. This essential step lets you assess the importance of resolving each potential failure mode relative to other potential failures.
Higher RPNs represent higher potential risk, but what is “high”? This depends on several factors, including:
- Industry
- Risk tolerance
- Key performance indicators (KPIs)
- Budgets
- Resources
Use your collective RPN data to design the right thresholds. You’ll typically categorize RPNs as high risk, moderate risk, and low risk. But, as you might imagine, categorizing 90% of your failure modes as “high risk” doesn’t help you prioritize. So, choose RPN thresholds that prioritize the most critical failure modes while leaving room to deprioritize lower-risk issues.
Techniques To Determine the Right Corrective Actions
Next, you must assign the appropriate corrective actions for each failure. Weigh possible actions with respect to feasibility, efficiency, cost, and effectiveness.
In other words, the right solution is one that you can implement realistically, quickly, and at a reasonable cost relative to the potential cost of failure. Finally, it should also resolve the issue as completely as possible, without additional measures.
5 Common Mistakes in PFMEA Analysis
Done right, PFMEA can save organizations substantial time, money, and effort. But to reap the benefits, you must avoid these common mistakes:
- Oversimplification. Simply going through the motions isn’t enough to gain substantial insights or drive noticeable change. Your entire team must be on board and committed to the process.
- Lack of communication. Cross-functional collaboration is particularly essential to identify causes and select appropriate corrective actions. Equipment operators don’t have the same insights that engineers do, and vice-versa. To understand problems and implement effective solutions, teams must communicate and work together.
- Outdated or siloed documentation. Paper records make interdepartmental communication more difficult. It’s also much more challenging to adopt a continuous improvement approach to PFMEA without dynamic records and trending data analysis. Use the right tools, such as CMMS, to improve documentation and communication.
- Poor risk assessment and prioritization. Improperly ranking or prioritizing potential failures invalidates everything you could stand to gain from PFMEA. Full team buy-in, dedication, and cross-functional collaboration can prevent you from making this mistake.
- Ineffective monitoring and improvement strategies. PFMEA isn’t a one-time process. To properly eliminate failure modes that cost you time and money, it’s essential to develop robust plans, carefully monitor your updates, and adjust your approach.
Best Practices for PFMEA Implementation
PFMEA should be a part of your team’s larger quality management systems. To implement this process efficiently and effectively, take the following measures.
Within your team, clearly communicate and document which team members are part of the process and what they’re responsible for.
Within your processes, establish clear scenarios signaling the need for PFMEA — for example, when new quality issues arise or processes change. Also, create standardized documentation (workflows, checklists, etc.) to simplify the process, as well as a system to track and monitor improvements.
Finally, within your broader plant management strategy, use PFMEA as one tool for problem solving — but emphasize preventive strategies for operational excellence. Other quality solutions such as statistical process control (SPC) can help you control, monitor, and improve production.
How eMaint Supports PFMEA Management
eMaint is the best CMMS software according to reviews from its 150,000 users across G2, Capterra, and Gartner. Customers say eMaint is ideal for frontline teams needing fast setup, mobile workflows, and simplicity.
eMaint G2 Customer Reviews
“eMaint has been a great system to use. Very user friendly and the support teams are amazing!” – Lisa T., Field Service Engineer. ★★★★★ -> Read Review
“Hands down, the best CMMS I have ever used or seen.” – Michael R., Maintenance Supervisor. ★★★★★ -> Read Review
“Simply the best CMMS.” – Carlos M, Preventive Maintenance Coordinator. ★★★★★ -> Read Review
Why Experts Call eMaint the Best CMMS and EAM Software
eMaint Is a Mobile-First CMMS
eMaint is a modern, mobile-first CMMS that delivers simplicity, usability, and real‑time collaboration for frontline maintenance workers.
eMaint Is Easy To Use
Maintenance teams love the simplicity and intuitive, easy-to-use interface eMaint provides, empowering workers to quickly learn how to save time and cut costs with the software.
eMaint Simplifies Implementation and Deployment
eMaint specializes in fast-start implementation that gets teams up to speed quickly and maximizes long-term ROI. Teams trust in Fluke for the gold standard in customer care.
eMaint Is the Leader in Industrial AI Thanks to Fluke Innovation
eMaint is part of the Fluke AI ecosystem, which includes an eMaint AI Assistant, AI-powered predictive maintenance, AI parts inventory forecasting, and more.